گالوانیزه گرم یا Hot Dip Galvanization یکی از قدیمی ترین و موثر ترین پوشش های مقاوم در برابر خوردگی می باشد.
در این روش قطعات در داخل مذاب روی فرو برده می شوند. لایه ای ضخیم از روی تمام سطح خارجی و داخلی قطعات را می پوشاند. رنگ پیچ و مهره گالوانیزه گرم شده به رنگ نقره ای کدر می باشد.
ساختار پوشش گالوانیزه گرم
شکل گیری پوشش گالوانیزه (در روش گالوانیزه گرم) در سطح فولاد، یک واکنش متالورژیکی می باشد.
در این فرآیند ترکیب روی (Zn) و آهن (Fe) باعث ایجاد لایه های سختی در سطح قطعات می گردد.
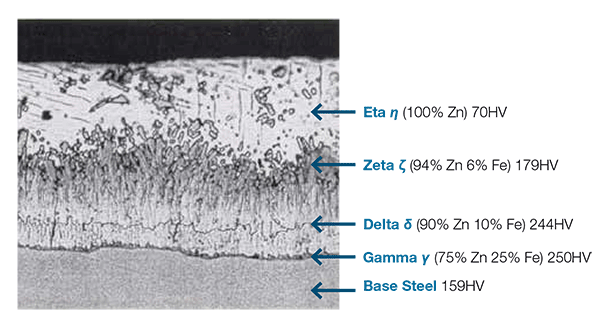
سطحی ترین لایه (Eta) نام دارد. اتا پس از بیرون آوردن قطعات از داخل مذاب روی (zinc) تشکیل می شود.
تقریبا از 100% روی (Zinc) تشکیل شده است.
طبق تصویر فوق، سختی لایه های آلیاژی تشکیل شده Zeta, Delta, Gamma بیشتر از سختی فولاد خام (Base Steel) می باشد.
علت آن ترکیب آهن و روی و تشکیل آلیاژیی جدید می باشد.
این ویژگی به پوشش گالوانیزه گرم خاصیت ضد سایشی بسیار بالایی می بخشد.
موارد استفاده از پیچ و مهره گالوانیزه گرم
بیشترین کاربرد پیچ و مهره گالوانیزه گرم برای قطعاتی است که در فضای باز و تحت عوامل فرسایشی شدید نظیر رطوبت، نور، گرما، سرما، باد، و … قرار دارند. دکل های انتقال برق، پایه چراغهای روشنایی، و گاردریل بزرگراه ها، از این شمارند.
گالوانیزه گرم نسبت به گالوانیزه سرد (الکتریکی) عمر بسیار بیشتری دارد.
عمر پیچ و مهره گالوانیزه گرم دست کم 25 سال می باشد. (البته به شرط عدم تماس آب قطعات با آب شور)
البته در مناطق شهری خشک این عدد به 80 سال هم می رسد.
دمای بالاتر از 200 درجه سانتی گراد باعث جدا شدن روی در لایه های بین فلزی می شود.
این دما برای استفاده از این نوع پوشش مناسب نیست.
فرایند پوشش دهی پیچ و مهره گالوانیزه گرم
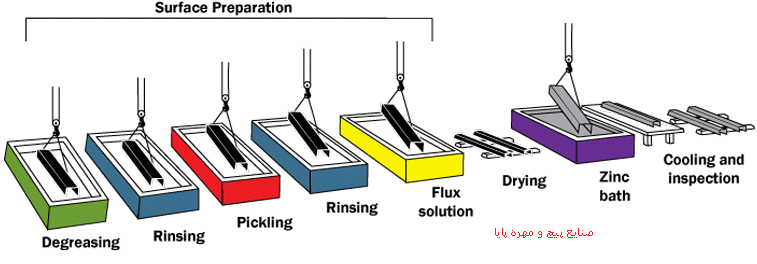
شستشو
قطعات با توجه به میزان زنگ زدگی و چربی مراحل شستشو را طی می کنند.
در صورتی که قطعات قبلا” دارای پوشش باشند در این مرحله پوشش آنها برداشته می شود.
برای این کار معمولا از چربی گیرها و اسیدهای ضعیف استفاده می کنند.
سطح قطعات باید عاری از هر نوع پوسته و پوشش باشد.
خشک کردن
قطعات پس از شستشو باید خشک شوند.
در صورتیکه قطعه خیس وارد مذاب روی گردد باعث پرتاب روی به اطراف می شود.
برای سرعت بخشیدن به فرآیند خشک کردن، قطعات را داخل وان پیشگرم قرار میدهند.
این عمل علاوه بر اطمینان از خشک شدن قطعات دمای آنها را بالا می برد.
پیشگرم کردن از کاهش بیش از حد دمای وان مذاب توسط قطعات ورودی پیشگیری می کند.
قطعاتی که وارد وان مذاب روی می شوند به سرعت دمای وان را پایین می آورند.
وان مذاب برای رسیدن به دمای قبلی مدت زمانی معطل می شود.
با پیش گرم کردن قطعات این زمان کمتر می شود.
دمای وان پیش گرم معمولا کمتر از 350 درجه است.
پوشش دهی
قطعات در این مرحله وارد وان مذاب روی می شوند. ابعاد وان مذاب با توجه به اندازه قطعات متفاوت است.
دمای وان مذاب با توجه به نوع قطعات و ضخامت پوشش، عددی بین 450 تا 580 درجه سانتیگراد می باشد.
دمای وان برای تمامی قطعات هر محموله باید یکسان باشد. در غیر اینصورت ضخامت پوشش قطعات یکسان نخواهد شد.
فرایند پوشش دهی قطعات آهنی و بدون رزوه در این قسمت پایان می یابد.
سانتریفیوژ
پس از خروج قطعات از وان مذاب روی، به دلیل باقی ماندن روی در بین رزوه ها، قطعات (پیچ و مهره گالوانیزه گرم شده) رزوه دار نیاز به سانتریفیوژ شدن دارند.
قطعات پس از خروج از وان روی به سرعت وارد دستگاه سانتریفیوژ مخصوصی می شوند. روی بجای مانده در داخل رزوه ها بدین طریق خارج می شود.
دمای قطعات در مرحله سانتریفیوژ نباید به کمتر از 350 درجه برسد. در غیر این صورت نظافت رزوه های به درستی انجام نخواهد شد. سرعت عمل در این مرحله مهم است.
کوئنچ آب
پس از مرحله سانتریفیوژ دمای قطعات به حدود 250 درجه سانتیگراد رسیده است.
در این دما واکنش بین روی و آهن هنوز ادامه دارد.
برای توقف این واکنش قطعات وارد وان کوئنچ آب می شوند.
معایب پیچ و مهره گالوانیزه گرم
دمای روی مذاب بیشتر از دمای تمپر فولادهای کربنی می باشد. بنابراین سختی قطعات سختکاری شده که از فولادهای کربنی ساخته شده اند در این فرآیند به شدت افت می کند. این افت سختی باعث تغییر خواص مکانیکی قطعات می گردد. افت سختی در پیچ و مهره گالوانیزه گرم که پایه مواد آنها فولاد کربنی باشد امری اجتناب ناپذیر است.
آسیب دیدگی رزوه های خارجی در حین سانتریفیوژ و یخ زدگی روی در رزوه های داخلی و خارجی (پیچ و مهره) از دیگر معایب این نوع پوشش به شمار می روند.
ضخامت پوشش پیچ و مهره گالوانیزه گرم و استاندارد های مربوطه
از رایج ترین و شناخته شده ترین استانداردها در زمینه گالوانیزه گرم می توان به ASTM A 153, ASTM F 2329, ASTM A 123 اشاره نمود.
حداقل ضخامت پوشش قابل قبول برای پیچ و مهره گالوانیزه گرم 45 میکرون می باشد.
دما و زمان دو عامل اصلی در تعیین ضخامت این نوع پوشش هستند.
هر چه دمای مذاب روی بیشتر باشد ضخامت کمتر خواهد بود.
و هرچه دمای مذاب روی کمتر باشد ضخامت پوشش بیشتر.
مدت زمان نگهداری قطعات در داخل وان مذاب نیز بر ضخامت تاثیر گذار است.
این زمان از سه تا پانزده دقیقه بوده و بسته به حجم و نوع قطعات متغییر است.
شرکت ظریف رول بولت با پشتوانه نیروی کار متخصص مفتخر به عرضه انواع رول بولت از جمله رول بولت پروانه ای، رول بولت هیلتی و رول بولت غلافی می باشد. این شرکت با توجه به نیاز مبرم شرکت های مجری پروژه های ملی در زمینه ساخت و ساز آمادگی خود را به عنوان تولید کننده رول بولت، با نازلترین قیمت به صورت کلی و جزئی اعلام میدارد
نظرات
ارسال یک نظر